
<< SQ-1501 >>
|
金屬的淬冷是在金屬熱處理中相當重要的一環,高溫的金屬合金經由適當的的冷卻過程處理,可以達到顧客需要的機械特性及硬度。
一般來說,在金屬熱處理的過程中,先將金屬置於高溫爐內,在適當的氣氛保護下,加熱至850°C以上,在此溫度下,鐵或其合金之晶像相生變化,達到所謂奧斯田鐵化,此時,鐵或其合金之硬度低,因此,當加熱完畢後,需要以適當之速率將鐵或其合金冷卻,使鐵或其合金生成所謂麻田散鐵,此種晶相具有高硬度之特性,使工件產生所需之機械特性與強度。
n加熱(奧斯田鐵化) → 冷卻(麻田散鐵化)

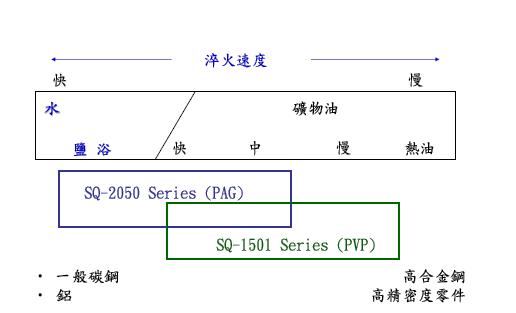
傳統冷卻過程中所使用之淬冷媒介為水、鹽浴、及礦物油,水及鹽浴之冷卻速率快,用於一般碳鋼與鋁合金,油浴則廣泛使用於其他各種之合金鋼與工件,小至螺絲或一般機械齒輪,大至螺桿與傳動軸,均為傳統油浴淬冷的應用範圍。
傳統的油浴淬冷容易導致工安、環保、與健康的問題,本公司所開發生產之水性高分子淬冷液,SQ-1501 與SQ-2500可以涵蓋一般傳統油浴淬冷的效果並且有效解決傳統熱處理業所面對之工安、環保、與人員健康之問題,使傳統之熱處理業達到產業升級的目標。
 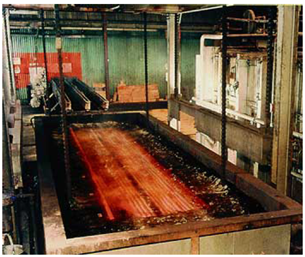
使用傳統油浴 (改善前) 使水性高分子淬冷液 (改善後)
|
產品規格說明書 |
|
項次 |
項目 |
數 據 及 說 明 |
|
1 |
polymer 型號 |
SQ-1501 |
|
|
|
|
|
2 |
polymer pH值 |
9.0 ± 0.5 (@25ºC) |
|
|
|
|
|
3 |
polymer 動力黏度(原液) |
400 ±100 cps (25ºC; Brookfield RV Viscometer; #2; 20 rpm) |
|
|
|
|
|
4 |
polymer 密度 |
1.05 g/cm3 (@25ºC) |
|
|
|
|
|
5 |
polymer IVF 曲線在12%、13%、14%、15%的濃度下,分別的平均最大冷卻速率(ºC/s)範圍(最大及最小值) |
|
|
濃度 |
12% |
13% |
14% |
15% |
|
|
平均最大冷卻速率(ºC/s) |
163.27 |
155.99 |
146.658 |
141.704 |
|
|
最大值 |
169.32 |
161.76 |
159.71 |
149.19 |
|
|
最小值 |
155.27 |
147.42 |
130.72 |
126.23 |
|
|
|
|
|
|
|
|
6 |
polymer IVF 曲線在12%、13%、14%、15%的濃度下,在30秒時可達的溫度範圍(最大及最小值) |
|
|
濃度 |
12% |
13% |
14% |
15% |
|
|
30 秒時可達的溫度範圍 (ºC) |
30 |
30 |
33 |
35 |
|
|
最大值 |
40 |
40 |
43 |
45 |
|
|
最小值 |
20 |
20 |
23 |
25 |
|
|
|
|
|
|
|
|
7 |
當 polymer 在什麼樣的情況下必須全部更換? |
|
|
水性淬冷液在長時間不斷重複使用後, 會有濃度降低及變質的情形產生, 在一般情況下, 以再添加 polymer 的方式使整個水性淬冷液達到原本使用之動力黏度秒數即可持續使用, 但是, 當水性淬冷液在同樣之動力黏度下所測得 IVF 溫度曲線與使用之初已產生偏移, 則需考慮將淬冷池中的淬冷液全部更換, 以免影響淬冷作業品質。 | |


 基立化學股份有限公司 ‧ E-Mail: gelie.george@msa.hinet.net
基立化學股份有限公司 ‧ E-Mail: gelie.george@msa.hinet.net



